一、引言
随着工业发展所带来的废水种类和数量的不断增加,废水处理已成为环境保护中的重要研究课题。混凝沉淀是废水处理中的一种经济而简便的处理方法、碱式氯化铝是废水混凝沉淀处理的有效混凝剂,它在单独处理和各种处理流程中的预处理、中间处理或终处理中均表现出很多优势。
早在六十年代初期、就有不少外国专利文献介绍碱式氯化铝用于某些废水的处理。在日本、随着碱式氯化铝与有机高分子絮凝剂并用的深入研究、使其在废水处理中的应用范围越来越广。
自1973年以来,我国对碱式氯化铝在废水处理中的应用研究发展很快,并在轻工、冶金、机械加工的部分废水处理中取得了成功应用。而用碱式氯化铝处埋制革废水、目前仍未广泛应用,使得制革厂周围污染严重,废水长期达不到排放要求,尤其是废水中富含的铬化合物,是人和动物的强致癌物质。河南地处中原,制革历史悠久,制革厂较多,因此,处理制革废水刻不容缓。
二、处理制革废水工艺流程
1977年,上海益民等四个皮革厂对制革废水进行了碱式氯化铝混凝电解法处理的小型和中间试验,并通过了现场技术鉴定,为制革行业废水处理开辟了一条新途径。该流程具有效益好、占地少、管理方便,不受废水水质影响和处理水可在部分车间内循环使用等特点,适于中小型皮革厂。中间试验工艺流程图如下:
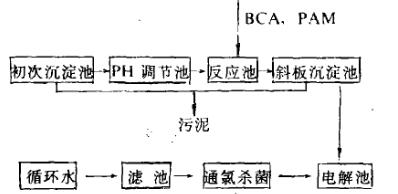
按照该流程处理制革废水时,较佳工艺条件如下:
碱式氯化铝(BAC)投加量:0.038%;
聚丙烯酰胺(PAM)投加量:0.4毫克/升;
氯投加量:0.012%;
原水pH调节:7-8.5;
加BAC后pH调节:6.2-6.7;
通过石墨板后pH调节:5.8-6.2;
搅拌时间:20分钟;
电流密度:2安培/升、2-3分钟。
三、处理效果
按照上述工艺条件用碱式氯化铝处理制革废水,处理后悬浮物、色度、硫化物、铬含量的去除率均在90%以上,可达到废水排放要求,但由有机物构成的化学需氧量(COD)去除率为75%左右,需二次处理才能达到排放标准,处埋效果见表1。
表1 碱式氯化铝在处理制革废水中的效果
| 指标(毫克/升) | 原水 | 处理水 | 去除率(%) |
| 悬浮物 | 1202 | 35 | 97 |
| 色度 | 566 | 25 | 95 |
| 硫化物 | 30.03 | 2.65 | 96.2 |
| 铬 | 0.233 | 0.0125 | 95 |
| COD | 1994 | 562 | 75 |
在实驰室中模拟类似工艺条件,用碱式氯化铝处理不同含铬量废水,发现除铬率均在90%以上(见表2),这为碱式氯化铝在处理制革废水中的广泛应用提供了有力的证据。
表2不同铬含量除铬效果
| 水样 | pH | 碱式氯化铝投加量(毫克/升) | 含铬量(毫克/升) | 除铬率(%) |
| 原水 | 7.5 | 100 | 25.00 | 97.00 |
| 处理水 | 7.5 | 0.14 | ||
| 原水 | 7.1 | 100 | 1.32 | 90.67 |
| 处理水 | 7.1 | 0.12 |
通常,随着碱式氯化铝投加量的增加、除铬率随之增加。在每升含铬废水中投加一定量的碱式氯化铝,搅拌一分钟、静置后取上清液分析结果见表3。
表3 不同碱式氯化铝投加量的除铬率
| 污水编号 | pH值 | 碱式氯化铝投加量(毫克/升) | 铬含量(毫克/升) | 除铬率(%) |
| 原水 | 6.9 | 0 | 1.77 | |
| 1 | 6.9 | 24 | 0.52 | 70 |
| 2 | 6.9 | 30 | 0.43 | 76 |
| 3 | 6.9 | 42 | 0.30 | 83 |
| 4 | 6.9 | 90 | 0.18 | 90 |
可见,每升污水中加入90毫克以上碱式氯化铝,除铬率才能达到90%以上。
四、结论
随着碱式氯化铝产量的增长和在给水净化、废水处理方面的深入研究,使人们越来越重视碱式氯化铝的开发应用价值。在处理污水方面、它不仅能除去悬浮物和胶体物质,而且还能够除去由有机物构成的生化需氧量和化学需氧量、富营养物质、油类、重金属物质和放射性污染物质等。因此,在污水处理方面特别是制革废水应大力推广应用。
